
-
+86-510-81810835
- Hzw@sunkeycn.com
+86-510-81810835

2026-03-16
Говорим по-русски! Полное руководство по выбору спецификации для производителей RTE-блюд: сопоставление плотности продукта, температуры ретортирования и требований к формату с структурами ламинатов, параметрами шва и документацией о соответствии.
")
| БЫСТРЫЙ ОТВЕТ: Как выбрать правильный реторт-пакет для готового блюда?
• Начните с плотности продукта и температуры ретортирования: бульоны и супы при 121°C — PET 12мкм / Al 9мкм / RCPP 60–70мкм; плотные мясные блюда и военные рационы при 135°C — BOPET / Al / PA / RCPP. • Для сочетаний риса и мяса: добавьте промежуточный слой PA 15мкм для управления взаимодействием матрицы крахмал-жир-белок в цикле ретортирования. • Выбор формата пакета определяет потребительский опыт: дойпак для розничных семейных блюд (200–1000 г), плоский трёхшовный — для порционных и фудсервисных форматов (< 300 г). • Прозрачные пакеты для розницы требуют AlOx-BOPET / PA / RCPP и валидации срока годности — OTR < 1,0 куб.см/м²·сутки не эквивалентен барьеру алюминиевой фольги. • Всегда указывайте алифатический ПУ-клей (на основе HDI/IPDI) — клеи MDI/TDI могут давать первичные ароматические амины, блокирующие доступ на рынок ЕС. • F₀ ≥ 6,0 мин при 121°C — коммерческий стандарт для низкокислотных RTE-блюд, а не регуляторный минимум FDA (3,0 мин). |
1.Почему RTE-блюда требуют ламинатов ретортной градации
2.От рецептуры к структуре: система выбора
3.Структуры: 121°C стандарт vs 135°C высокая температура
4.Выбор формата пакета для RTE-блюд
5.Требования к герметичности шва
6.Прозрачные реторт-пакеты для премиального RTE
7.Военные и аварийные рационы — особые требования
8.TCO: реторт-пакет vs банка vs лоток
9.Полный чек-лист спецификации
10.Как разместить заказ
11.Часто задаваемые вопросы
Готовые блюда с pH > 4,6 — подавляющее большинство пикантных RTE-продуктов — классифицируются как низкокислотные пищевые продукты. В соответствии с FDA 21 CFR Part 113 и ТР ТС 021/2011 каждый коммерчески стерилизованный низкокислотный продукт в герметично запаянной гибкой упаковке должен пройти валидацию для достижения минимального F₀ = 3,0 мин; отраслевой стандарт для RTE-блюд — F₀ ≥ 6,0 мин.
Цикл ретортирования подвергает наполненный пакет воздействию температур 121–135°C при избыточном давлении 103–207 кПа в течение 15–60 минут в зависимости от плотности продукта. Стандартная гибкая упаковка — дойпаки с запечатывающим слоем CPP, ламинированные снэк-пакеты или жидкостные пакеты с LDPE — деформируется, расслаивается или теряет герметичность шва в этих условиях. Только ламинаты, специально разработанные для ретортирования с использованием RCPP (литой полипропилен ретортной градации) в качестве запечатывающего слоя, обеспечивают требуемое сочетание теплостойкости, сохранения прочности шва и барьерных свойств.
| ВАЖНО
• Наиболее распространённая ошибка при спецификации пакетов для RTE-блюд — отсутствие указания температурного класса RCPP. Стандартный RCPP рассчитан на максимум 121°C. При 135°C он размягчается и шов разрушается. Если ваш продукт или процесс требует 135°C, явно указывайте «RCPP высокотемпературной градации, 135°C» в каждой спецификации закупки и документе квалификации поставщика.
|
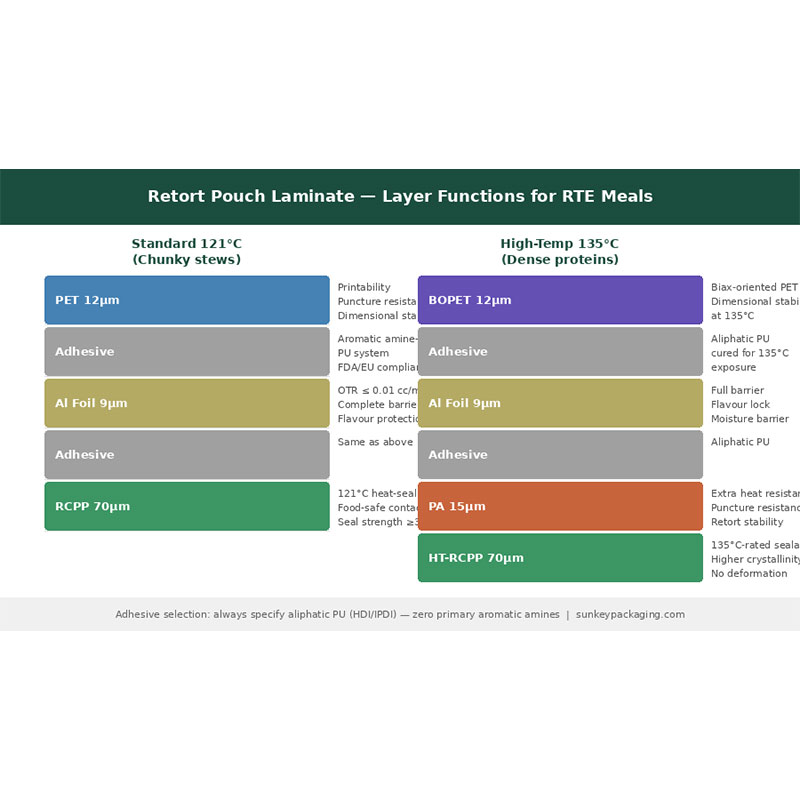
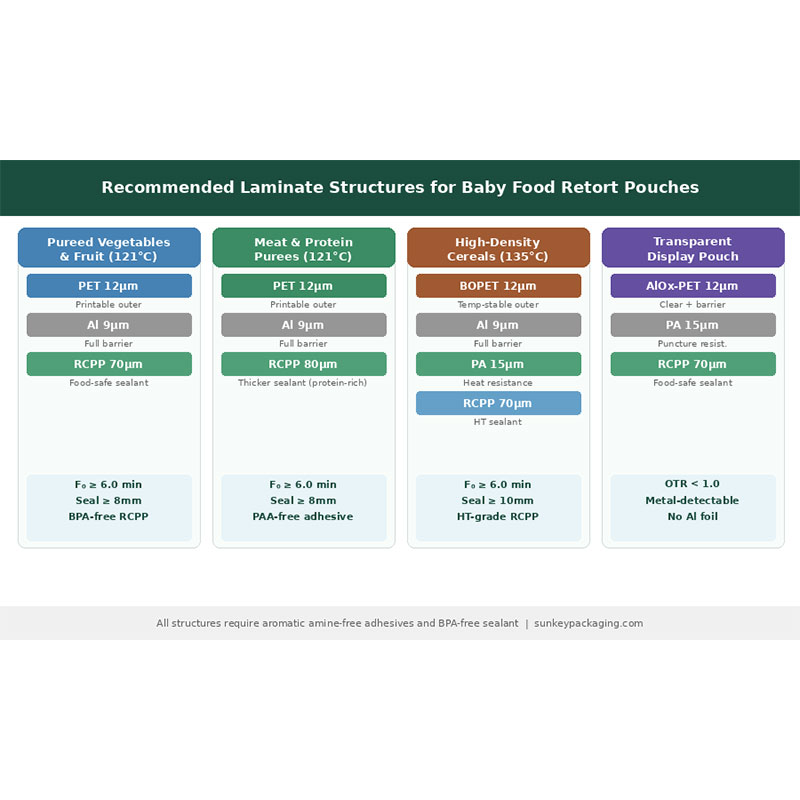
Решение о выборе структуры следует трёхступенчатой иерархии: (1) плотность продукта определяет минимальную температуру ретортирования; (2) температура ретортирования определяет класс RCPP и необходимость промежуточного слоя; (3) требования к сроку годности и формату определяют спецификацию барьера и класс внешней плёнки.
")
| Категория продукта | Задача теплопроникновения | Рекомендуемая структура | Ключевая спецификация |
| Бульоны / консоме | Низкая — водная среда; быстрый теплоперенос | PET 12мкм / Al 9мкм / RCPP 60мкм | RCPP может быть 60мкм (жидкий наполнитель); шов ≥ 8мм |
| Густые тушёные блюда / рагу | Средняя — кусочки замедляют теплоперенос | PET 12мкм / Al 9мкм / RCPP 70мкм | F₀ в холодной точке; стандартная структура |
| Карри / блюда из бобовых | Средне-высокая — вязкая матрица, высокое содержание крахмала | PET 12мкм / Al 9мкм / RCPP 80мкм | Более толстый запечатывающий слой; исследование F₀ обязательно |
| Плотные блоки мяса / белков | Высокая — медленное теплопроникновение | BOPET 12мкм / Al 9мкм / PA 15мкм / RCPP 70мкм | 135°C; HT-RCPP обязателен; валидация F₀ критична |
| Блюда рис + мясо | Средне-высокая — матрица крахмал-жир-белок | PET 12мкм / Al 9мкм / PA 15мкм / RCPP 70мкм | Промежуточный слой PA управляет нагрузкой при ретортировании |
| Паста / лапша | Средняя — крахмальная матрица | PET 12мкм / Al 9мкм / RCPP 70мкм | Валидировать текстуру пасты при целевом F₀; PA не требуется |
| Военные / аварийные рационы | Высокая — максимальная плотность, усиленная спецификация | BOPET 12мкм / Al 9мкм / PA 15мкм / RCPP 80мкм | 135°C; срок хранения 36 мес; соответствие MIL-PRF |
| Прозрачный премиальный пакет | Низкая-средняя — продукты для розничной торговли | AlOx-BOPET 12мкм / PA 15мкм / RCPP 70мкм | OTR < 1,0; валидация срока годности обязательна |
")
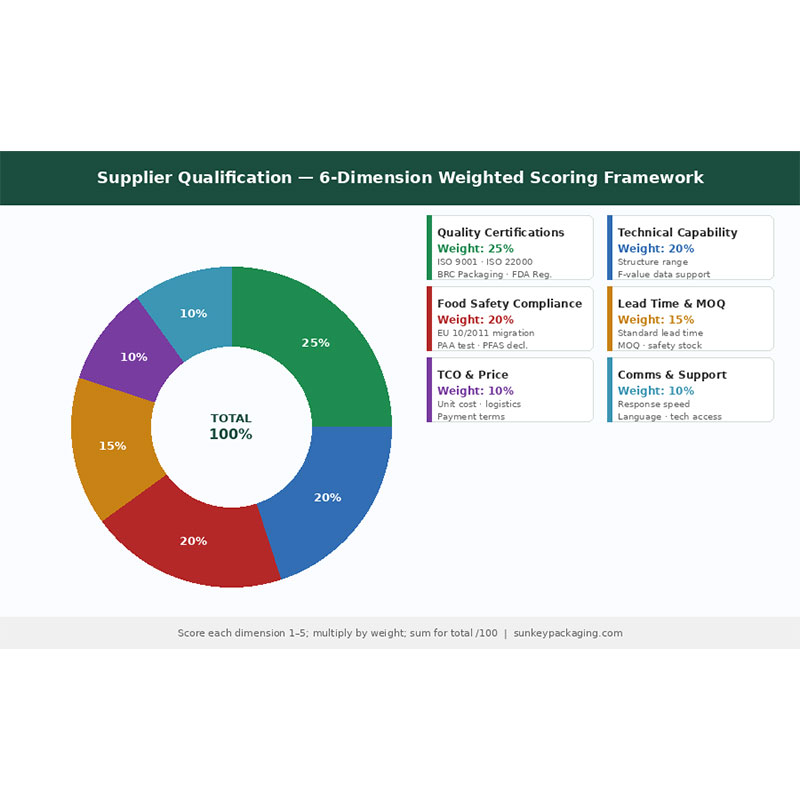
Основная структура для RTE-блюд — трёхслойная PET 12мкм / Al 9мкм / RCPP 70мкм, применяемая для большинства супов, тушёных блюд, карри и порционных блюд, обрабатываемых при 121°C.
| Слой | Функция в применении RTE | Показатель качества |
| PET 12мкм (внешний) | Основа для печати; размерная стабильность при наполнении; первый барьер против прокола | Усадка < 1,5% при 121°C; адгезия печати > 95% |
| Клей (внешний) | Соединяет PET с Al-фольгой; выдерживает ретортный пар и давление | Прочность на расслоение > 3,5 Н/15мм после реторта (ASTM F904) |
| Al-фольга 9мкм (барьер) | OTR ≤ 0,01 куб.см/м²·сутки; WVTR ≤ 0,1 г/м²·сутки; защита аромата | Количество микроотверстий < 50/м² (стандарт); < 20/м² для премиум |
| Клей (контактный) | Соединяет Al с RCPP; пищевая безопасность; без ароматических аминов | Миграция ПАА ≤ 0,002 мг/кг (EU 10/2011) |
| RCPP 70мкм (запечатывание) | Термосвариваемый слой контакта с пищей; сварка при 160–200°C; целостность в цикле реторта | Прочность шва ≥ 35 Н/15мм после реторта 121°C, 30 мин |
Плотные мясные продукты, высокожировые смеси и RTE-блюда в крупном формате часто требуют ретортирования при 135°C для достижения F₀ ≥ 6,0 мин в холодной точке за коммерчески приемлемое время. Структура ламината должна быть улучшена на трёх уровнях:
| Изменение слоя | Зачем необходимо при 135°C | |
| PET → BOPET (двуосно ориентированный PET) | Более высокая кристалличность; лучшая размерная стабильность; меньшая усадка при 135°C | |
| Стандартный RCPP → HT-градация RCPP | HT-RCPP с более высокой кристалличностью ПП-сополимера; сохраняет целостность шва при 135°C; стандартный RCPP плавится или деформируется | |
| Добавить промежуточный слой PA 15мкм | Дополнительная теплостойкость между Al и RCPP; улучшенная структурная целостность в цикле давления 135°C; дополнительная стойкость к проколу | |
| Клеи должны быть отверждены для 135°C | Стандартные ПУ-клеи могут снижать когезионную прочность при ретортном паре 135°C; указывать клеевые системы высокотемпературного отверждения | |
| ВАЖНО
• Слой PA в структуре 135°C также обеспечивает около 30% улучшения стойкости к трещинообразованию при изгибе по сравнению со стандартной трёхслойной структурой. Для RTE-блюд в розничной среде, где пакеты многократно берут в руки, укладывают и перевозят, эта дополнительная стойкость при изгибе снижает риск образования микроотверстий при дистрибуции — дефекта, незаметного до вскрытия пакета.
|
||
")
| Формат | Лучшее применение в RTE | Вес наполнения | Полочный эффект в рознице | МОЗ |
| Трёхшовный плоский | Порционные супы, соусы, гарниры, фудсервис | 50–300 г | Низкий — не стоит | 50 000 шт. |
| Четырёхшовный плоский | Премиальный порционный, военные рационы, широкое горло | 100–500 г | Низкий-средний | 50 000 шт. |
| Дойпак (stand-up) | Семейные блюда, карри, рагу, паста — массовая розница | 200–1000 г | Высокий — стоит на полке | 80 000 шт. |
| Flat-bottom box pouch | Премиальные гурме-блюда, подарочные наборы, премиальная розница | 200–800 г | Очень высокий — книжная выкладка | 100 000 шт. |
| Пакет со спаутом | Жидкостные продукты: супы, бульоны, жидкая основа карри | 150–500 г | Средний (нишевый) | 80 000 шт. |
Герметичность шва — основной вид отказа для реторт-пакетов. Шов должен выдерживать три этапа: (1) процесс наполнения (давление на шов от веса наполнителя и газа в пространстве); (2) цикл ретортирования (тепловое давление до 207 кПа и температура до 135°C); (3) срок хранения продукта (механические нагрузки от обращения, штабелирования и транспортировки при температуре окружающей среды на протяжении 18–36 месяцев).
| Параметр | Минимальное требование | Метод испытания | Вид отказа при нарушении |
| Ширина шва — стандартный RTE | ≥ 8 мм | Визуальное измерение + спецификация матрицы | Недостаточная глубина сварки; расслоение шва в горячей точке |
| Ширина шва — плотный/высокожировой | ≥ 10 мм | Визуальное измерение | Зона сварки разрушается на границе жир/белок |
| Прочность шва после реторта | ≥ 35 Н/15мм | ASTM F88 (испытание на расслоение) | Разделение шва при дистрибуции; порча продукта |
| Давление разрыва после реторта | ≥ 100 кПа | ASTM F1140 (раздув до разрыва) | Раздутие на полке; катастрофический разрыв шва |
| Целостность шва (краситель) | Нулевое проникновение | ASTM F1929 | Невидимый путь утечки; микробное заражение |
| Тест сбрасывания — наполненный пакет | Без утечки, сброс с 1,2 м | ASTM D5276 | Утечка при обращении в цепи дистрибуции |
Высокожировые продукты (карри, тушёное мясо со сливками или кокосовым молоком, мясные брэзы) требуют особого внимания к параметрам шва: молекулы жира могут мигрировать в зону шва при наполнении и действовать как разделительное средство, снижая прочность сварки. Для формул с содержанием жира > 15% минимальная ширина шва должна быть увеличена до 10 мм.
Реторт-пакеты с алюминиевой фольгой непрозрачны. Для премиальных розничных RTE-продуктов, позиционированных на визуальной привлекательности — видимые ингредиенты, прозрачные окна или полностью прозрачные пакеты — требуется альтернативная барьерная плёнка.
| Свойство | Структура Al-фольга | Прозрачная структура AlOx | Влияние на решение для RTE |
| OTR (куб.см/м²·сутки) | ≤ 0,01 | < 1,0 (после реторта) | Al-фольга: барьер по O₂ в 100 раз лучше |
| WVTR (г/м²·сутки) | ≤ 0,1 | < 2,0 (после реторта) | Al-фольга: барьер по влаге в 20 раз лучше |
| Срок хранения (комн. темп.) | 24–36 мес. | 12–18 мес. (требует валидации) | Прозрачная возможна при коротком обороте |
| Металлодетектируемость | Нет — фольга блокирует сигнал | Полная совместимость | Прозрачная обязательна для металлодетекции |
| Нагрев в микроволновке | Риск искрения — не подходит | Подходит — можно греть в микроволновке | Прозрачная открывает возможность маркировки |
| Ценовая надбавка | Базовый уровень | +15–25% | Премиальное позиционирование оправдывает затраты |
Использовать прозрачные пакеты: когда внешний вид продукта — ключевой фактор покупки; требуется металлодетекция; нагрев в микроволновке — декларируемое преимущество; срок 12–18 месяцев достаточен. Использовать алюминиевую фольгу: когда требуется срок хранения > 18 месяцев; нужен абсолютный барьер; высокая ценовая чувствительность; фудсервис или институциональные каналы.
Военные рационы, продукты для аварийного запаса и гуманитарной помощи предъявляют самые жёсткие требования к характеристикам реторт-пакета. Для таких применений, как правило, необходимо:
| Требование | Военный / аварийный стандарт | Стандартный коммерческий RTE | |
| Срок хранения | 36–60 мес. при температуре окружающей среды (25°C); 18 мес. при 38°C | 18–24 мес. типично | |
| Стойкость при сбрасывании | MIL-PRF-44073G: тест 4-футового сброса, несколько ориентаций, без утечки | 1,2 м (ASTM D5276) | |
| Ширина шва | ≥ 10 мм минимум; ≥ 12 мм для плотных наполнителей | ≥ 8 мм стандарт | |
| Барьер (OTR) | ≤ 0,01 куб.см/м²·сутки — Al-фольга обязательна | ≤ 0,01 Al-фольга или < 1,0 прозрачная | |
| Температурные экстремумы | Цикл испытания хранения -60°C до +71°C | Только хранение при комн. темп. | |
| Целевой F₀ | ≥ 9,0 мин (повышенный коэффициент безопасности) | ≥ 6,0 мин коммерческий стандарт | |
| Структура ламината | BOPET 12мкм / Al 9мкм / PA 15мкм / RCPP 80мкм (минимум) | PET / Al / RCPP стандарт | |
| ВАЖНО
• Для военных или аварийных применений запрашивайте отчёт об ускоренном испытании срока хранения (ASLT) при 38°C/90% ОВ в течение 6 месяцев (имитирует 36-месячный срок при комнатной температуре) до начала серийного производства. Sunkey организует ASLT-испытания через аккредитованные лаборатории в рамках процесса квалификации.
|
|||
")
Реторт-пакеты не являются изначально самым дешёвым вариантом упаковки для RTE-блюд — преимущество по TCO зависит от объёма производства, веса наполнения и контекста цепи поставок. Следующее сравнение основано на индикативных отраслевых данных для RTE-блюда 300 г при объёме производства > 500 000 ед./мес.
| Фактор TCO | Реторт-пакет (3 слоя) | Жестяная банка | Реторт-лоток |
| Стоимость упаковки (300 г) | $0,08–0,14 | $0,12–0,22 | $0,14–0,24 |
| Капвложения в линию | Ниже — ротационная/линейная; $150К–500К | Выше — линия наполнения банок; $400К–$1,2М | Средние — запайка лотков; $250К–700К |
| Транспортный вес | На 17–22% легче банки | Базовый (тяжелее всех) | На 10–15% легче банки |
| Транспортный объём | На 40–60% меньше объёма банок (складываются плоско) | Базовый (цилиндр; плохая плотность) | На 20–30% меньше банок |
| Потребительский нагрев | 3–5 мин в кипятке или СВЧ (прозрачные) | 5–10 мин на плите или СВЧ | 3–5 мин СВЧ; без кипячения |
| Объём отходов | Минимальный — плоский пакет сжимается до < 5% наполненного объёма | Высокий — банка сохраняет форму | Средний — лоток остаётся жёстким |
Подробная методология TCO и полная модель затрат: Блог 5: Анализ TCO реторт-пакетов — реальная стоимость упаковки. | /tco-analiz-retort-paketa
")
Используйте следующий чек-лист при составлении спецификации закупки или документа квалификации поставщика для реторт-пакетов RTE-блюд:
Sunkey Packaging — производитель реторт-пакетов, зарегистрированный в FDA, сертифицированный BRC Packaging AA. Мы производим форматы трёхшовный плоский, четырёхшовный плоский, дойпак, flat-bottom и пакет со спаутом в стандартных и индивидуальных размерах.
Для получения коммерческого предложения укажите:
Ответ: Нет. Критическое различие — класс запечатывающего слоя RCPP. RCPP класса 121°C размягчается и теряет целостность шва при 135°C, что приводит к разрушению шва в цикле реторта. Если вы производите оба типа продуктов, вам нужны две отдельные спецификации ламината — один с RCPP 121°C, другой с HT-RCPP 135°C.
Ответ: Стандартные реторт-пакеты обычно используются для веса наполнения 50–1500 г. При более высоком весе (> 800 г) теплопроникновение в холодную точку продукта становится ограничивающим фактором для ретортирования при 121°C — время для достижения F₀ ≥ 6,0 существенно возрастает. Для масс > 800 г плотных продуктов настоятельно рекомендуется ретортирование при 135°C и исследование теплопроникновения.
Ответ: При правильной спецификации и производстве реторт-пакеты не оказывают заметного влияния на вкус или текстуру. Риск влияния на вкус возникает от: (1) остаточных растворителей в ламинате (норма: < 5 мг/м² суммарно, < 0,5 мг/м² на один растворитель); (2) миграции клея; (3) миграции краски из структур с оборотной печатью. Указывайте ламинат с низким остаточным растворителем и краски пищевого класса.
Ответ: Увеличьте ширину шва до 10 мм и запросите испытание целостности шва (сброс) с реальным наполненным продуктом. Для продуктов с твёрдыми частицами (кости, семена, твёрдые кусочки овощей) рассмотрите замену PA на BOPA — стойкость к проколу BOPA примерно на 37% выше (4,8 против 3,5 Н/мм).
Ответ: Основные изменения: (1) оборудование для наполнения и запайки — ротационные или линейные машины fill-seal вместо линий наполнения банок (капвложения: $150К–500К новые); (2) ретортное оборудование — те же автоклавы можно использовать, но цикл для пакетов должен быть отдельно валидирован; (3) валидация Process Authority — новый технологический процесс должен быть установлен для формата пакета до начала коммерческого производства.
Ответ: Большинство RTE-применений используют азот (N₂, > 99,5% чистоты) для вытеснения кислорода перед запайкой. Азот также создаёт избыточное давление, сохраняющее геометрию пакета и помогающее обнаружить разрывы шва при контроле качества (недонаполненные пакеты указывают на утечку). Объём пространства над продуктом — минимальный: 3–8% от общего объёма.
Ответ: Стандартные сроки: производство ламината и квалификация плёнки (7–14 дней) → изготовление печатных цилиндров/форм (10–15 дней) → производственный тираж и ОТК (5–10 дней) → доставка (15–30 дней в Европу/Северную Америку морем). Итого: 40–60 рабочих дней от подтверждённого макета и спецификации. Непечатные квалификационные образцы — 10–14 рабочих дней.
Ответ: Да, но ретортирование и заморозка — разные методы консервации. Реторт-пакет, разработанный для хранения при комнатной температуре, не оптимизирован изначально для замороженного применения. Для замороженных RTE необходимо проверить хрупкость RCPP при отрицательных температурах и убедиться в устойчивости пакета к циклам заморозки-оттаивания без расслоения. Sunkey производит как реторт-градации, так и морозостойкие ламинаты — чётко указывайте конечное применение при заказе.
Говорим по-русски! Готовы подобрать реторт-пакет для вашего RTE-продукта.
Запросите образцы, спецификации ламинатов или коммерческое предложение.
Email: bml@sunkeycn.com | WhatsApp/Тел: +86-138-1251-1247
Sunkey Packaging — производитель реторт-пакетов, зарегистрированный в FDA, сертифицированный BRC Packaging AA, соответствующий EU 10/2011.
![Как заказать пакеты с плоским дном: Полное руководство [2026]](https://cdn.cnyandex.com/j588q88/uploads/3-10.3.jpg)
![Ламинирующие клеи и миграция ПАА: соответствие EU 10/2011 для реторт-пакетов [2026]](https://cdn.cnyandex.com/j588q88/uploads/3-10.1-1.jpg)